


发布日期:2020-09-19 19:57:00 所属分类:超声波在线自动探伤系统 访问统计:3815

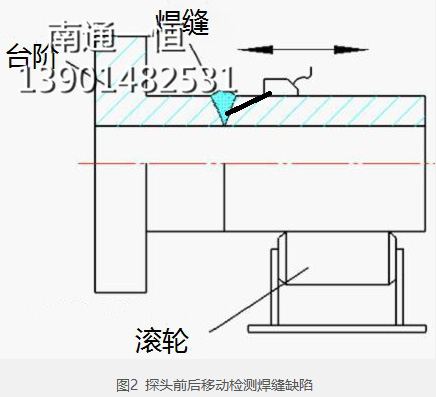
探头的前后移动是为了全面探测到整个缺陷的各个部分,所以探头靠近焊缝时用的是一次波检测,主要针对焊缝下部缺陷,远离焊缝时,使用的又是二次波检测,主要针对焊缝中上部缺陷。为了简化工装结构,同时使超声波形稳定,不会出现由于余高不平所带来的波形移动,减轻了判定波形的难度,可以使用多个探头前后布置来覆盖整个焊缝及热影响区域,然后只需工件旋转一圈,就可以完成整个环焊缝的检测,不需要将探头前后移动。如图3所示。这样做增加了检测的通道数,但是节约了时间,简化了机械工装结构,同时也提高了检测的稳定性。

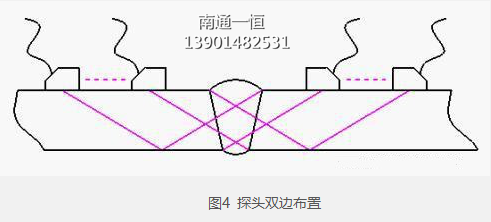
为了保证焊缝缺陷的检出率,需要在焊缝的两边布置探头,使得一些平行于一边声束的缺陷可以由另外一边的探头检测出来,如图4所示。
探伤仪部分:
• 探伤试仪器采用超大规模集成电路、微型电子元器件,高密度组装技术,噪音低,抗干扰能力强。
• 具有结构紧凑、功能齐全、灵敏度和分辨率高等优点,同时也具备有报警、浮动波门等功能。
• 系统采用模块式结构,降低系统的故障率,方便升级、维修。
软件方面:
• 该仪器具有自动报警、图像记忆存储功能,全中文菜单显示;
• 该仪器采用WINDOWS XP操作系统;
• 具有管理权限设计,设置管理和调试权限,方便管理。
超声波探伤仪产生高压电脉冲激发探头发射超声波脉冲,超声波脉冲入射钢管表面后进入内部,遇到缺陷后产生反射波,超声探头将反射的超声波脉冲转换成电信号,回到探伤仪进行放大滤波、数字化采样和数字处理,到工控计算机进行报警、波形记录、标记、报告管理和输出。具备全检测过程储存、回放、并可打印探伤报告,头尾切除,声光报警等。
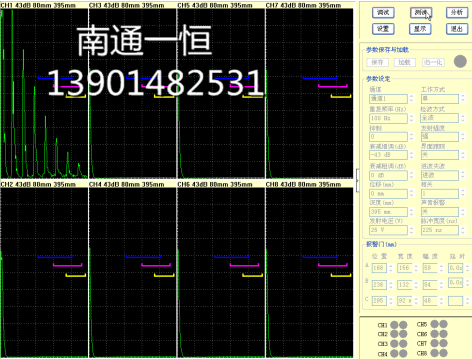
探伤仪显示画面:
仪器的工作频率: 1-10MHz
仪器增益:100dB,最小步进0.1
重复频率:10KHz
探伤灵敏度余量:≥52dB
垂直线性误差:≤4%
水平线性误差:≤0.3%
动态范围:≥30dB
分辨率:≥34dB
电噪声电平:≤15%
波形采样率: 100MHz
检测通道数:8CH
波形显示窗口:8
检测对象:
检测对象:管道环焊缝
细管直径:73mm-168.28mm
接头直径:85.7mm-110mm
焊接方式:摩擦焊
上一产品:GHY-6电梯型钢丝绳探伤仪
下一产品:HYUT555轧辊超声波自动探伤仪